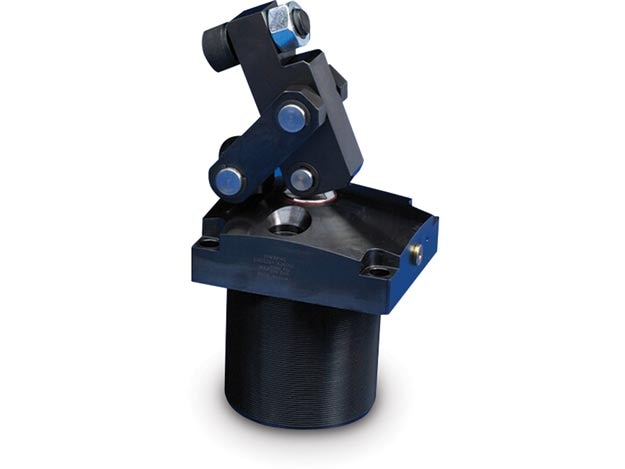
Workholding Clamps
Enerpac's complete line of clamps provides maximum clamping force in the smallest possible package. With several mounting and operation styles available, Enerpac can fit any clamping need you can think of. Our unique patented clamp arm design is an industry exclusive, and makes Enerpac's swing cylinder line more versatile than ever before. Made to the highest quality standards, Enerpac clamps will provide maximum performance and trouble free operation.